







Az ellenállás-hegesztés alapjai, elve, típusai és csoportosítása (előkészületben)
Az ellenállás-hegesztés alapjairól, az eljárás elvéről és rendszeréről alapos ismereteket szerezhet aki kezébe veszi Szunyogh László szerkesztésében megjelent Hegesztés és rokon technológiák című könyvet. Az ellenállás-hegesztés alapjai a 3.5 fejezetben olvashatóak, szerzője Dr. Balogh András. Az ott található definíció szerint:
„Az ellenállás-hegesztés olyan hegesztési eljárás, amelynél a kohéziós kapcsolatot a munkadarabon átvezetett, illetve a bennük indukált áramnak az érintkező felületeken és a munkadarabok anyagában a villamos ellenállás révén fejlődő hő és külső erőhatás egyidejű alkalmazása hozza létre.”
További klasszikus ellenállás-hegesztés alapjaival foglalkozó szakirodalom, az Ellenállás hegesztés című könyv, ami 1980-ban jelent meg a Műszaki Könyvkiadó gondozásában, Orlov, B. D. szerkesztésében, Zala Péter fordításában. Ebben a könyvben az ellenállás-hegesztés meghatározásának tekinthető következő sorok olvashatóak.
„Ellenállás hegesztés során a munkadarabokon keresztülfolyó áram hevítő hatására a kötési övezet képlékeny alakításával nem oldható kötés jön létre. Az ellenállás hegesztés fő jellegzetessége a kialakított kötés megbízhatósága, a gépesítés és automatizálás magas foka, az eljárás termelékenysége és gyártás magas műszaki színvonala.”

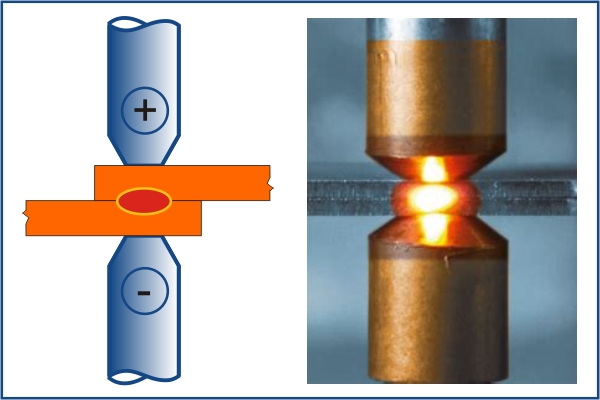
Az ellenállás-hegesztés elvének megértéséhez először az elektromos áram, feszültség és villamos ellenállás OHM törvénnyel leírható fizikai összefüggéseit kell segítségül hívni. A valóságban lezajló folyamatok és precíz matematikai leírásuk ugyan sokkal bonyolultabbak, de az elvet rendkívül vidáman és érthetően szemlélteti az ábra.

Az ellenállás-hegesztés alapjai magába foglalja a villamos ellenállás és a sajtoló erő szerepének leírását, és ezek változásának hatását a kialakuló varratlencsére. A fizikai jellemzők szabályozott változtatásával kialakított hegesztési munkarendek (lágy vagy kemény) ismertetését.

A lágy munkarend kisebb elektromos áramot, hosszabb hegesztési időt jelent. A kemény munkarend nagyobb áramértéket és rövidebb hegesztési időt határoz meg. Hegesztés feladattól függően egészen szélsőséges munkarendek is megvalósíthatóak, akár nagyon rövid hegesztési idővel és még nagyobb, növelt hegesztési áramot. A munkarend megválasztásánál befolyásoló tényező a hegesztendő alapanyag, a hegesztett kötéssel szemben támasztott minőségi követelmények és a rendelkezésre álló berendezés műszaki paraméterei. Általános szabály, hogy néhány kivételtől eltekintve a kemény munkarend alkalmazása jobb hegesztési eredményt biztosít és a hegesztés következtében fellépő, általában nemkívánatos elváltozások (pl. benyomódás, hőhatás övezet, nemkívánatos anyagszerkezeti változások) kevésbé jelentkeznek. Az extra kemény munkarend (0, 05 sec alatti hegesztési idő) alkalmazása az esetek kis arányában lehet szükséges (pl. alumínium ponthegesztése).

Bemutatásra kerül a hegesztő áramkör ellenállásának összetettsége, az érintkező felületek tisztaságának, érdességének szerepe, és az összehegeszteni kívánt alapanyagok villamos ellenállásának hatása illetve kapcsolata a hegesztési munkarenddel.
A hegesztő áramkörben lévő ellenállások szerepe.


A hegesztő áramforrások működési elvének bemutatását követően, a robotizálás kérdései is sorra kerülnek.
Ellenállás-hegesztés eljárások
2 Ellenállás-hegesztés
21 Ponthegesztés
211 Egyoldali ellenállás-ponthegesztés
212 Kétoldali ellenállás-ponthegesztés
22 Vonalhegesztés
221 Átlapolásos ellenállás-vonalhegesztés
222 Zömítéses ellenállás-vonalhegesztés
223 Élelőkészítéses, tompavarratos ellenállás-vonalhegesztés
224 Segédhuzalos ellenállás-vonalhegesztés
225 Fóliás, tompavarratos ellenállás-vonalhegesztés
226 Fóliás, átlapolásos ellenállás-vonalhegesztés
23 Dudorhegesztés
231 Egyoldali ellenállás-dudorhegesztés
232 Kétoldali ellenállás-dudorhegesztés
24 Leolvasztó tompahegesztés
241 Előmelegítéses, leolvasztó ellenállás-tompahegesztés
242 Előmelegítés nélküli, leolvasztó ellenállás-tompahegesztés
25 Zömítő tompahegesztés
26 Ellenállás-csaphegesztés
27 Nagyfrekvenciás hegesztés
29 Egyéb ellenállás-hegesztések