





Hegesztés szabályozása az atomerőmű berendezéseivel és rendszereivel kapcsolatban

Az atomenergia békés célú, biztonságos alkalmazására vonatkozó legmagasabb szintű szabályozást az atomenergiáról szóló 1996. évi CXVI. törvény (atomtörvény vagy Atv.) tartalmazza. A hegesztés, mint kiemelten fontos és szabályozott tevékenység, mind az Atomerőmű mind a kiégett üzemanyag átmeneti tárolására szolgáló létesítmény berendezései vonatkozásában a törvény és kapcsolódó rendeletek hatálya alá tartozik.
A nukleáris létesítmények nukleáris biztonsági követelményeiről és az ezzel összefüggő hatósági tevékenységről szóló rendelkezéseket korábban, 2022. májusig a 118/2011. (VII. 11.) Korm. rendelet és mellékletei, a Nukleáris Biztonsági Szabályzatok (NBSZ) határozták meg. Jelenleg a
1/2022. (IV. 29.) OAH rendelet a nukleáris létesítmények nukleáris biztonsági követelményeiről és az ezzel összefüggő hatósági tevékenységről és mellékletei az
1/2022. (IV.29) OAH rendelet 1-10. mellékletei: Nukleáris Biztonsági Szabályzatok írják elő. A Nukleáris Biztonsági Szabályzatokban foglalt követelmények teljesítésére az OAH ajánlásokat fogalmazhat meg, amelyeket útmutatók formájában ad ki. Az útmutatókat az OAH a honlapján közzéteszi, melyek az engedélyesek önkéntes alávetésével érvényesül, nem tartalmaz általánosan kötelező érvényű normákat, de jelentősen megkönnyíti mind az engedélyezési, mind kivitelezési folyamatokat.
A hegesztések vonatkozásában az OAH honlapján elérhető Atomerőművek és a kiégett üzemanyag átmeneti tárolására szolgáló létesítmény berendezéseinek hegesztése című (AF4.10. sz. útmutató) tartalmaz információkat.
Az útmutató célja, hogy egyértelművé tegye a hatósági elvárásokat és ezzel elősegítse az érvényes előírásokban meghatározott nukleáris biztonsági kritériumok teljesülését. További alapvető célja az atomerőművi és a KKÁT általános felhasználási gyakorlatának megfelelő acélminőségek hegesztésére ad általános útmutatást, illetve néhány egyéb – szintén az atomerőművi felhasználási gyakorlatban alkalmazott – anyagtípus hegesztésére is tartalmaz információt. A dokumentum részletesen tárgyalja a hegesztésre vonatkozó előírások teljesítésének lehetséges módjait, illetve ezen túlmenően néhány egyéb, az atomerőművekben alkalmazott, és a hegesztéssel rokon eljárásra is kitér.
Hegesztő
Az atomerőműi rendszerek hegesztését (acélok) az MSZ EN ISO 9606-1 és az MSZ EN ISO 14732 szabvány vonatkozó előírásai szerinti érvényes minősítéssel rendelkező hegesztő, illetve hegesztőgép kezelő végezheti további feltételek teljesülése mellett. Ilyen feltétel próbadarabok hegesztése, melyek esetében a csövek hegesztésekor a vizsgált varrathossz legalább 150 mm legyen. Ha a varra t hossza kisebb, mint 150 mm, kiegészítő próbadarabok készítése szükségesek, a tompakötésű próbadarabokat pedig radiográfiai vizsgálattal ellenőrzik. Fontos kitétel, hogy a hegesztő minősítő bizonyítványnak tartalmaznia az „ATOMERŐMŰVI ISMERETEK” bejegyzést.
Hegesztő anyagok
A magasabb biztonsági osztályba sorolt berendezéseknél felhasznált hegesztőanyagok bizonylata az MSZ EN 10204:2005 szabvány szerinti 3.1. típusú, amely tartalmazza adagszámonként a vegyi összetételt, a mechanikai jellemzőket 20 °C-on (atomerőmű esetében 350 °C -on is), korrózióálló anyagtípusok esetén a kristályközi korrózióval szembeni ellenállóságot (MSZ EN ISO 3651-2) és a Delta-ferrit tartalom mérési eredményeit. Az alacsonyabb biztonsági osztályba sorolt, berendezéseknél felhasznált hegesztőanyagok MSZ EN 10204:2005 szabvány szerinti 2.2. típusú bizonylattal kell rendelkezzenek, amely tartalmazza az adagszámot és a vegyi összetételt.
A hozaganyagok szerinti érvényességi tartománya a magasabb biztonsági osztályokba sorolt rendszerek hegesztésnél az adott hozaganyag alkalmazásával végrehajtott technológiavizsgálatok érvényességi tartománya nem terjeszthető ki más hozaganyagokra.
Azonban az alacsonyabb biztonsági osztályba sorolt rendszerek esetében az AWS (American Welding Society) kód alapján azonos, de különböző cégek által gyártott hegesztőanyagok egymással helyettesíthetők.
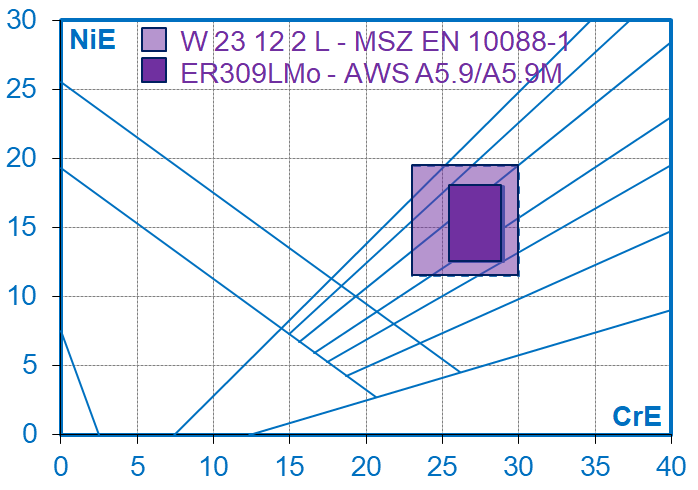
A hegesztőmérnökök számára az AWS és az MSZ EN ISO 1088-1 közötti különbségek figyelembe vétele fontos feladat. Az általános kereskedelmi forgalomban kapható különböző hegesztő anyagok, annak ellenére, hogy AWS és ISO szerint többé-kevésbé összerendelésre kerültek, némely esetben jelentősen eltérhetnek egymástól. Ez az eltérés kimondottan szemléletes az egyik leggyakrabban előforduló ER307 – W 18 8 Mn párosítás esetében.

Az eltérés szintén jelentős ER309LMo és a neki megfeleltetett W 23 12 2 L esetében is. A különböző forgalmazók gyakran egymásnak megfelelőként tüntetik fel ezeket a hozaganyagokat a hegesztőanyagok dobozain és bizonylatain, ami mind a hegesztő mérnököktől, mind a műszaki ellenőrök részéről körültekintő előkészítést és ellenőrzést igényel.
Hegesztési eljárások
Szerkezetek hegesztéséhez (felrakó hegesztéséhez) az alábbi eljárásokat alkalmazzák (MSZ EN ISO 4063):
a) 111 Kézi ívhegesztés,
b) 121 Tömör huzalelektródás, fedett ívű hegesztés,
c) 122 Szalagelektródás, fedett ívű hegesztés,
d) 131 Tömör huzalelektródás, semleges védőgázos ívhegesztés; (MIG-hegesztés tömör huzalelektródával),
e) Tömör huzalelektródás, aktív védőgázos ívhegesztés; (MAG-hegesztés tömör huzalelektródával),
f) 136 Porbeles huzalelektródás, aktív védőgázos ívhegesztés; (MAG-hegesztés porbeles huzalelektródával),
g) 14 Volfrámelektródás, védőgázos ívhegesztés,
h) 141 Tömör huzallal vagy pálcával végzett volfrámelektródás, semleges védőgázos ívhegesztés; (tömör hozaganyagos TIG-hegesztés),
i) 151 Huzalelektródás, semleges védőgázos plazmaívhegesztés,
j) 152 Poradagolásos plazmaívhegesztés,
k) 51 Elektronnyalábos hegesztés, elektronsugaras hegesztés.
l) 78 Ívhúzásos csaphegesztés (ivhúzásos csaphegesztésről a volfram.hu-n)
Az atomerőművi és KKÁT rendszerek esetében olyan eljárásokat kell alkalmazni, amelyek mögött kellő mennyiségű tapasztalat áll. A javítási, karbantartási munkáknál – ha a technológiai feltételek biztosíthatók – a szerkezet gyártásakor alkalmazott eljárást helyezik előtérbe. Olyan eljárások, amelyeket a jelen útmutató nem tartalmaz, a hatóság előzetes engedélyével alkalmazhatók.



