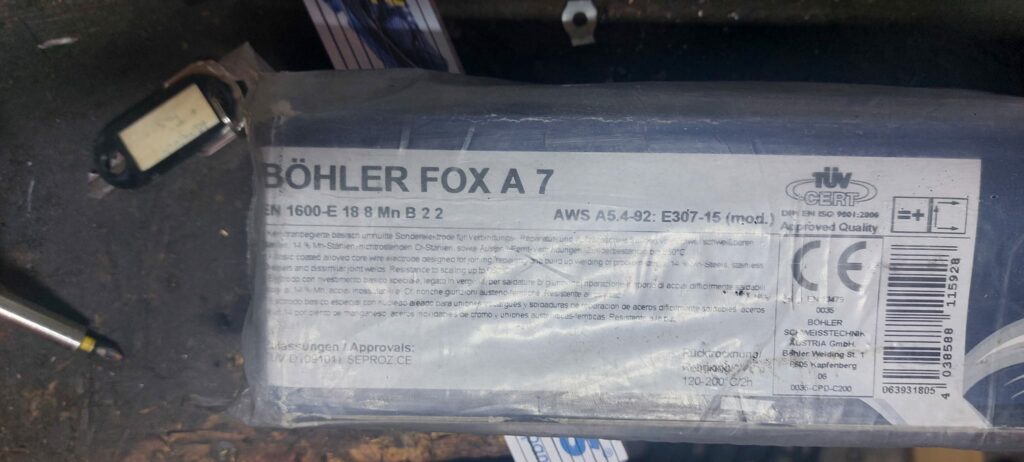
Sziasztok! Valakit érdekel ilyen elektróda? Nem tudom mire való!

Az internetes barangolásaim közben rendszeresen találom magam szembe érdekes kérdésekkel, hirdetésekkel vagy fényképekkel. Most egy adok-veszek oldalon, a következő szöveggel megjelent hirdetéssel találkoztam: Sziasztok! Valakit érdekel ilyen elektróda? Nem tudom mire való! Bennem persze azonnal szolgálatba helyezte magát a hegesztő szakember, én tudom e, mire alkalmas az az elektróda! Megnéztem tehát a hirdetést, és a következő gondolatok jutottak az eszembe.
Az elektróda végül is nem ismeretlen a számomra, nyilván sokak számára nem az. Többek között a Paksi Atomerőműben is járatos elektródáról van szó. Az Országos Atomenergia Hivatal, Atomerőművek és a kiégett üzemanyag átmeneti tárolására szolgáló létesítmény berendezéseinek hegesztése (AF4.10. sz.) útmutatójában mint felrakó hegesztéshez, valamint ötvözetlen acél és ausztenites korrózióálló acél összehegesztéséhez, bevont elektródás (kézi) ívhegesztéshez ajánlja a Böhler Fox A7 (MSZ EN ISO 3581) elektródát.
A dobozon található tájékoztató címke első sora rögtön egy érdekességet szolgáltatott. Ugyanis az elektródákra vonatkozó szabvány, ismereteim szerint és az OAH ajánlás szerint is, az MSZ EN ISO 3581:2016 Hegesztőanyagok. Bevont elektródák korrózióálló és hőálló acélok kézi ívhegesztéséhez. Osztályba sorolás. Ezzel szemben a dobozon olvasható szabvány az MSZ EN 1600:2000 Hegesztőanyagok. Bevont elektródák korrózióálló és hőálló acélok kézi ívhegesztéséhez. Osztályba sorolás. Ezt a szabványt a Magyar Szabványügyi Testület 2012-ben „hatályon kívül helyezte”.
Ebből az következik, hogy a most áruba bocsátott elektróda csomag, valamikor 2012 előtt került forgalomba azaz több mint 10 évvel ezelőtt.
A bevont elektródák eltarthatóságával, szavatosságával, kémiai és mechanikai tulajdonságainak időbeni változásával kapcsolatban több elmélet látott már napvilágot. Ennek tisztázására felkerestem ezzel a kérdéssel a gyártót, remélem rövidesen válaszolnak és válaszukat ezen a helyen közzé fogom tenni.
FRISSÍTÉS! A válasz itt olvasható: Bevont elektródák, porbeles huzalok, fedőporok tárolása és szárítása
MSZ EN ISO 3581:2016 Hegesztőanyagok. Bevont elektródák korrózióálló és hőálló acélok kézi ívhegesztéséhez. Osztályba sorolás.
Ez a nemzetközi szabvány előírja a bevont elektródák osztályozásának követelményeit az elektróda kémiai összetételét, az elektródák borításának típusát és az egyéb tulajdonságaikat. Osztályozza az elektródákat mechanikai tulajdonságaik alapján, hegesztett vagy hőkezelt körülmények között. , rozsdamentes és hőálló acélok bevontelektródás kézi ívhegesztésekor. Ez a nemzetközi szabvány egy kombinált szabvány, amely a névleges összetétel szerinti osztályozáson alapuló rendszer vagy az ötvözet típusa szerinti osztályozáson alapuló rendszer felhasználásával biztosít osztályozást. A) A „névleges összetétel szerinti osztályozás” vagy „ISO 3581-A” címkével ellátott bekezdések és táblázatok csak az e rendszerbe besorolt termékekre vonatkoznak. B) Azok a bekezdések és táblázatok, amelyek az „ötvözettípus szerinti osztályozás” vagy az „ISO 3581-B” címkét viselik, csak az adott rendszerbe besorolt termékekre vonatkoznak. C) Azok a bekezdések és táblázatok, amelyek egyik címkét sem viselik, az egyik vagy mindkét rendszer szerint besorolt termékekre vonatkoznak.
Ez a szabvány váltotta fel 2012-ben az MSZ EN 1600:2000 Hegesztőanyagok. Bevont elektródák korrózióálló és hőálló acélok kézi ívhegesztéséhez. Osztályba sorolás című szabványt.
Az elektróda összetétele
A Böhler FOX A7 bázikus bevonatú E 18 8 Mn B / E307-15 anyagminőségű elektróda ötvözött ausztenites acél alapanyagok hegesztéshez és felrakóhegesztéséhez minden pozícióban, kivéve függőlegesen lefelé (PF). Sokoldalú elektróda számos alkalmazáshoz – „nehezen hegeszthető” acélok, eltérő anyagminőségű alapanyagok átmeneti kötésére, valamint javításra és karbantartásra és felrakó hegesztéséhez. A hegesztett fém kivételesen nagy alakíthatóságot és nyúlást, valamint kiemelkedő repedésállóságot biztosít. Ridegségállóság, –100°C és 650°C közötti üzemi hőmérsékleten jó. Felrakó hegesztés esetén a hegesztési fém kemény, jó nyúlási tulajdonságokkal rendelkező, melegrepedésekkel szemben ellenálló réteget hoz létre még „nehezen hegeszthető acélok” alkalmazási körében is. A bevonat típusát a szabványos jelölésben szereplő „B” betű mutatja.
Az elektróda alkalmazásával gyakran találkozni nem csak a Paksi Atomerőműben, de energetikai vagy vegyipari létesítmények építésekor, vagy karbantartásakor. Ennek elsődleges oka feltehetően, az a nagy paraméterablak, amit a szabványok az ötvözők mennyiségével a gyártóknak és az alkalmazóknak megnyitnak.

A paraméterablakok további érdekessége, hogy a nemzetközi szabvány, az MSZ EN ISO 3581 paraméterablaka jelentősen nagyobb, mint az amerikai AWS szabvány által meghatározott ötvözőmennyiségek paraméterablaka. Az amerikai jelölés melletti zárójeles (mod) ezt az eltérést hivatott jelezni. Nyilvánvaló, hogy ezt az eltérést a hegesztés tervezésekor figyelembe kell venni. Személyes javaslatom a nagy eltérések miatt, az előre kiszámított hígulási értékek, vagy a létrejövő varrat tervezett összetételének visszaellenőrzése a hegesztőanyag műbizonylata alapján.
A bázikus bevonatról
A bázikus bevonatú elektródákkal a legnehezebb hegeszteni, de a mechanikai tulajdonságok a bázikus bevonatú elektródával készített varratban a legjobb.
Fő alkotók:
– alkáli földfém – karbonátok pl. kalcit: CaCO3 (mészpát), folypát, ferro-ötvözetek, szilikátok;
– kevésbé stabil az ív, ezért rövid ívvel kell hegeszteni;
– általában egyenáram fordított polaritást igényel;
– jelentős mennyiségű gáz keletkezik hegesztéskor;
Savas bevonatot akkor célszerű alkalmazni, ha egyszerű helyzetben mély beolvadásra van szükség. A cellulóz bevonat csövek gyökhegesztésénél szükséges (távvezetéki csövek). Rutilos bevonatot a barkácsolásnál, egyszerűbb hegesztési feladatoknál és ha a mechanikai tulajdonság követelmények közepesek. A bázikus bevonatú elektróda alkalmazására általában emelt mechanikai követelményű szerkezeteknél kerül sor.
A csomagolás érdekessége még, hogy a gyártó jelzi a hegesztési pozíciókat, amelyekben az elektróda megfelelően alkalmazható. Mellette látható „=+” ábra jelentése, a bázikus elektródák egyik jellegzetességére hívja fel a figyelmet. A bevontelektródás kézi ívhegesztést bázikus elektródával általában egyenárammal és fordított polaritással kell végrehajtani. A fordított polaritás alkalmazása az elektródafogónak, a hegesztő áramforrás pozitív kivezetéséhez történő csatlakoztatását jelenti.
Nem szabad figyelmen kívül hagyni a csomagoláson látható „120-200°C / 2h” jelzést sem. Ezt az elektródatípust a megadott hőmérsékleti határok között, legalább két órán keresztül szárítani kell. A szárítás jelentősége abban rejlik, hogy alkalmazása esetén a diffúzió képes hidrogén tartalom jelentősen csökkenthető. A hidrogén alapvetően a bevonat által a környezetből felvett nedvességből származik. A szárítás elmulasztásának következménye pedig a porozitás és hidegrepedés valószínűségének drasztikus növekedése.
A hegesztőanyagok és természetesen a varratfém hidrogén tartalmának megállapítása, az oldott hidrogén rideg szövetelemek jelenlétében bekövetkező repedés kockázat növelő hatása miatt, kiemelt jelentőségű. Erre vonatkozóan az MSZ EN ISO 3690:2019 Hegesztés és rokon eljárások. Ívhegesztéssel készített varrat hidrogéntartalmának meghatározása című szabvány ad útmutatást.
Záró gondolatként annyit tennék még hozzá, hogy a nem megfelelően tárolt elektródák könnyen elszennyeződhetnek, nem csak vízzel, hanem egyéb szennyező anyagokkal is, amelyek a varratfém nem kívánt eltéréseihez (zárványok, repedések) vezethetnek.
Remélem a fentiek elolvasása után már kicsit jobban felvértezve futhatunk neki a hirdetésnek: Valakit érdekel ilyen elektróda? Nem tudom mire való!